緊固件機(jī)械性能 自擠螺釘 GB /T 3098.7 - 2000
-
材料、機(jī)械性能
3 材料
自擠螺釘應(yīng)由滲碳鋼冷墩制造。表1給出的材料化學(xué)成分僅是指導(dǎo)性的。表1 化學(xué)成分
分析
成分極限,%
碳
錳
桶樣
0.15~0.25
0.70~1.65
檢驗(yàn)
0.13~0.27
0.64~1.71
注:如果通過(guò)添加鈦和(或)鋁使不起作用的硼受到控制,則硼含量可達(dá)到0.005%。
4 機(jī)械和工作性能
4.1 項(xiàng)目
機(jī)械和工作性能項(xiàng)目及相應(yīng)的試驗(yàn)方法見(jiàn)表2。表2 機(jī)械和工作性能項(xiàng)目
性能項(xiàng)目
技術(shù)要求(條或表)
試驗(yàn)方法(條)
芯部硬度
4.3
5.1
表面硬度
4.3
5.2
滲碳層深度
4.4、表4
5.3
破壞扭矩
4.5、表3
5.4
頭部堅(jiān)固性
4.6
5.5
擰入性能
4.7、表3
5.6
抗氫脆性
4.8
5.7
再回火后的芯部硬度
4.9
5.8
破壞拉力載荷
4.10、表3
5.9
4.2 熱處理
螺釘成品應(yīng)進(jìn)行表面淬火和回火處理。最低回火溫度為340℃,并應(yīng)符合表3規(guī)定的各項(xiàng)機(jī)械和工作性能要求。表3 機(jī)械和工作性能要求
螺紋公稱直徑
mm
破壞扭矩
Min
N·m
擰入扭矩
Max
N·m
破壞拉力載荷(參考)
Min
N
2
0.5
0.3
1940
2.5
1.2
0.6
3150
3
2.1
1.1
4680
3.5
3.4
1.7
6300
4
4.9
2.5
8170
5
10
5
13200
6
17
8.5
18700
8
42
21
34000
10
85
43
53900
12
150
75
78400
4.3 硬度
芯部硬度應(yīng)為290~370HV10,最低表面硬度為450HV0.3。
4.4 表面滲碳層深度
表面滲碳層深度應(yīng)符合表4 規(guī)定。表4 表面滲碳層深度
螺紋公稱直徑
表面滲碳層深度
min
max
2、2.5
0.04
0.12
3、3.5
0.05
0.18
4、5
0.10
0.25
6、8
0.15
0.28
10、12
0.15
0.32
4.5 破壞扭矩
按5.4條的規(guī)定進(jìn)行試驗(yàn)時(shí),破壞扭矩應(yīng)符合表3規(guī)定。斷裂不應(yīng)發(fā)生在被夾緊的螺紋部分。
4.6 頭部堅(jiān)固性
按5.5條的規(guī)定進(jìn)行試驗(yàn),當(dāng)螺釘頭下支承面產(chǎn)生永久變形并與垂直于螺釘軸線的平面之間的夾角達(dá)到7°時(shí),頭、桿結(jié)合處不能出現(xiàn)裂縫。只要螺釘頭部沒(méi)有折斷,即使在第一扣螺紋處斷裂,試驗(yàn)仍應(yīng)判為合格。
4.7 螺紋擠壓成形的能力
用螺紋無(wú)永久變形(在10倍放大鏡下檢查)的螺釘,在5.6條規(guī)定的試驗(yàn)板上,應(yīng)能擠壓出與其匹配的內(nèi)螺紋。在擠壓螺紋的過(guò)程中,擰入扭矩應(yīng)不超過(guò)表3規(guī)定的擰入扭矩值。
在試驗(yàn)板上由螺釘擠壓成形的內(nèi)螺紋,應(yīng)能擰入螺紋符合GB/T 197、公差帶為6h的外螺紋緊固件內(nèi),并能承受GB/T 3098.2規(guī)定的性能等級(jí)為8級(jí)的保證載荷。
4.8 抗氫脆性
自擠螺釘,尤其是經(jīng)電鍍的自擠螺釘有氫脆斷裂的傾向,因此應(yīng)按GB/T 3078.17規(guī)定的檢查氫脆試驗(yàn)(平行支承面法),對(duì)工藝進(jìn)行審查,以保證與氫脆有關(guān)的工藝受到控制。一旦發(fā)現(xiàn)氫脆,則必須改進(jìn)工藝。
電鍍后的螺釘應(yīng)按 GB/T 5267 的規(guī)定進(jìn)行驅(qū)氫。
注:最好按ISO 10683的規(guī)定進(jìn)行非電解鋅粉覆蓋層。
4.9 回火后的芯部硬度
按5.8條所述方法,再回火后測(cè)出的芯部硬度降低值應(yīng)不超過(guò)20HV。
4.10 破壞拉力載荷
長(zhǎng)度≥12 mm或≥3d 的螺釘,經(jīng)供需雙方協(xié)議可進(jìn)行拉力試驗(yàn)。
注:表3給出的破壞拉力載荷僅供參考。
-
試驗(yàn)方法、扭矩扳手、標(biāo)志
5 試驗(yàn)方法
5.1 芯部硬度試驗(yàn)
芯部硬度應(yīng)在螺釘橫截面的1/2半徑處測(cè)定。該截面應(yīng)遠(yuǎn)離末端并通過(guò)螺紋小徑。試驗(yàn)按GB/T 4340.1的規(guī)定進(jìn)行。
5.2 表面硬度試驗(yàn)
常規(guī)試驗(yàn)時(shí),表面硬度可在螺釘?shù)哪┒恕U部或頭部測(cè)定(只要表面滲碳層深度和螺釘?shù)膸缀涡螤钤试S),見(jiàn)圖1。試驗(yàn)方法按GB/T 4340.1規(guī)定。硬度試驗(yàn)應(yīng)在除去鍍層后進(jìn)行。
仲裁試驗(yàn)時(shí),對(duì)螺紋公稱直徑≥4mm的螺釘,應(yīng)使用維氏顯微硬度計(jì)(試驗(yàn)力HV0.1)。測(cè)量應(yīng)在縱向截面試樣的牙形輪廓上、距試樣邊緣距離至少0.05mm的部位上進(jìn)行。對(duì)螺紋公稱直徑<4mm的螺釘,試驗(yàn)條件應(yīng)協(xié)商確定。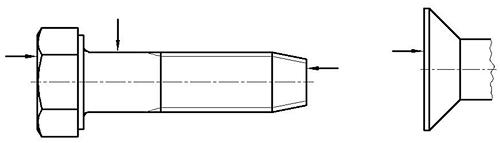
圖1 表面硬度的測(cè)量部位
5.3 表面滲碳層深度試驗(yàn)
表面滲碳層深度是在垂直于表面的、從表面到某點(diǎn)的距離,該點(diǎn)的硬度為芯部實(shí)際硬度加上30HV0.3。
仲裁試驗(yàn)時(shí),應(yīng)使用顯微硬度計(jì),試驗(yàn)力為HV0.3,金相試樣的制備見(jiàn)圖2。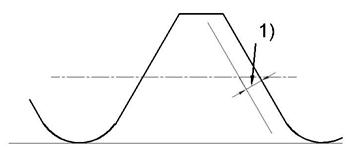
1) 僅用于螺紋牙形非完全滲碳。
圖2 表面滲碳層深度的測(cè)量部位
5.4 破壞扭矩試驗(yàn)
用適當(dāng)?shù)姆椒▽⒙葆斣嚰喂痰匮b到夾具中,見(jiàn)圖3。應(yīng)保證至少有兩扣完整螺紋夾緊在夾具內(nèi),同時(shí)夾具外也至少留有兩扣完整螺紋。
另外,用經(jīng)標(biāo)定的合適的測(cè)量裝置,對(duì)螺釘施加扭矩,直到螺釘破壞。記錄螺釘破壞時(shí)的扭矩值。該值應(yīng)符合表3的規(guī)定。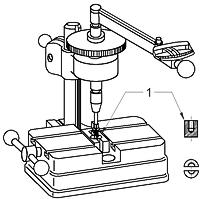
1—開(kāi)口模
圖3 典型的扭矩試驗(yàn)裝置
5.5 頭部堅(jiān)固性試驗(yàn)
將螺釘試件插入楔墊(或其他合適的夾具)的孔中。孔徑:對(duì)≤M6的螺釘,孔徑為螺紋公稱直徑加上0.05 mm; 對(duì)>M6~Ml2的螺釘,孔徑為螺紋公稱直徑加上0.1mm。對(duì)螺釘施加軸向壓力,直至頭部支承面與斜面(與螺釘軸線垂直面的夾角為7°)貼合,見(jiàn)圖4。
本試驗(yàn)不適用于沉頭螺釘。
注:通常,使用適當(dāng)?shù)氖皱N一次或多次擊打,達(dá)到7°永久變形。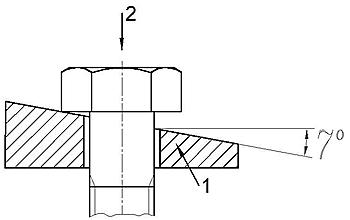
1—楔墊;2—壓力載荷
圖4 頭部堅(jiān)固性試驗(yàn)
5.6 擰入性能試驗(yàn)
擰入性能試驗(yàn)可以顯示在鋼件中擠壓成形螺紋的能力。
將螺釘試件擰入試板(尺寸見(jiàn)圖5),直至至少有一扣螺紋(螺釘末端除外)伸出試板。
開(kāi)始擠壓螺紋時(shí),應(yīng)借助于軸向力:對(duì)≤M5的螺釘,最大軸向力Fmax= 50 N;對(duì)>M5的螺釘,最大軸向力Fmax =100 N。
仲裁試驗(yàn)時(shí),扳擰速度應(yīng)不超過(guò)0.5s-1(30 r/min) 。
試驗(yàn)過(guò)程中出現(xiàn)的最大扭矩就是“擰入扭矩”。
為達(dá)到規(guī)定的擰入扭矩,可以增添潤(rùn)滑劑。
試板應(yīng)由低碳軋制鋼板制成,硬度為140~180HV30。試板厚度應(yīng)等于螺釘?shù)穆菁y公稱直徑,孔徑按表5規(guī)定。表5 試板的厚度和孔徑
螺紋公稱直徑
2
2.5
3
3.5
4
5
6
8
10
12
厚度
2
2.5
3
3.5
4
5
6
8
10
12
孔徑
max
1.825
2.275
2.775
3.18
3.68
4.53
5.43
7.336
9.236
11.143
min
1.800
2.250
2.750
3.15
3.65
4.50
5.40
7.300
9.200
11.100
注:試板的厚度公差應(yīng)符合GB/T 709(軋制鋼板)的規(guī)定。
5.7 抗氫脆性試驗(yàn)
抗氫脆性試驗(yàn)見(jiàn)GB/T 3098.17。
5.8 再回火試驗(yàn)
再回火試驗(yàn)(溫度330℃ ,保溫1h)前后,同一螺釘芯部三點(diǎn)硬度的平均值之差不應(yīng)大于20HV。
本試驗(yàn)不是必須進(jìn)行的,僅適用于有爭(zhēng)議時(shí)的仲裁試驗(yàn)。
5.9 拉力試驗(yàn)
將螺釘試件裝到拉力試驗(yàn)機(jī)上,安裝時(shí)應(yīng)保證至少有6扣螺紋露出。對(duì)螺釘施加軸向載荷,直至螺釘斷裂。試驗(yàn)時(shí),夾頭的移動(dòng)速度不應(yīng)超過(guò)25 mm/min。為避免試件承受橫向載荷,試驗(yàn)機(jī)的夾頭應(yīng)能自動(dòng)定心。斷裂應(yīng)發(fā)生在桿部或螺紋部分,而不應(yīng)發(fā)生在釘頭與桿的交接處。
6 扭矩扳手
扭矩試驗(yàn)和擰入性能試驗(yàn)所用的扭矩扳手,測(cè)量誤差應(yīng)在規(guī)定扭矩值的±3%以內(nèi),也可使用能顯示扭矩的且精度相當(dāng)?shù)膭?dòng)力裝置。
仲裁試驗(yàn)時(shí)應(yīng)使用手動(dòng)的扭矩扳手。
7 標(biāo)志
7.1 標(biāo)志符號(hào)
表面淬硬并回火的自擠螺釘?shù)臉?biāo)志符號(hào)為“-O-”。
7.2 識(shí)別
表面淬硬的自擠螺釘應(yīng)按7.1條規(guī)定的符號(hào)制出凹形或凸形標(biāo)志。對(duì)螺紋公稱直徑≥5mm 的六角頭螺釘或六角花形頭螺釘,必須制出標(biāo)志并盡量在釘頭上制出。
經(jīng)供需雙方協(xié)議,其他型式的表面淬硬并回火的自擠螺釘也可使用以上標(biāo)志。
7.3 商標(biāo)(識(shí)別)標(biāo)志
凡要求制出標(biāo)志符號(hào)的所有產(chǎn)品,標(biāo)志商標(biāo)或制造者識(shí)別標(biāo)志是強(qiáng)制性的。