緊固件. 表面缺陷Part1:螺栓、螺柱、螺釘和一般要求螺柱 ISO 6157-1 - 1988
-
表面缺陷的種類、原因、外觀特征和極限
2. 表面缺陷的種類、原因、外觀特征和極限
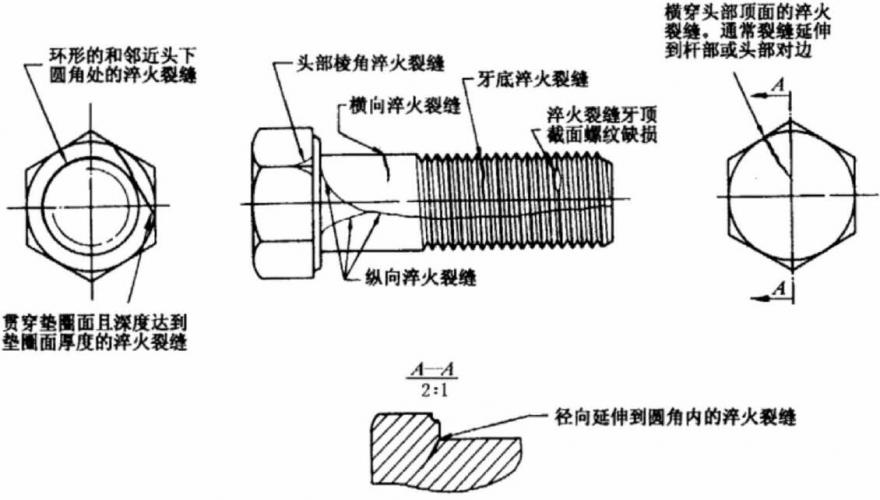
2.1 裂縫 Cracks
裂縫是一種清晰(結(jié)晶體)的沿金屬晶粒邊界或橫穿晶粒的斷裂,并可能含有外來元素的夾雜物。裂縫通常是金屬在鍛造或其他成型工序或熱處理的過程中,由于受過高的應(yīng)力而造成的,也可能在原材料中即存在裂縫。當(dāng)工件被再次加熱時(shí),通常由于氧化皮的剝落而使裂縫變色。2.1.1 淬火裂縫 Quench cracks
原 因
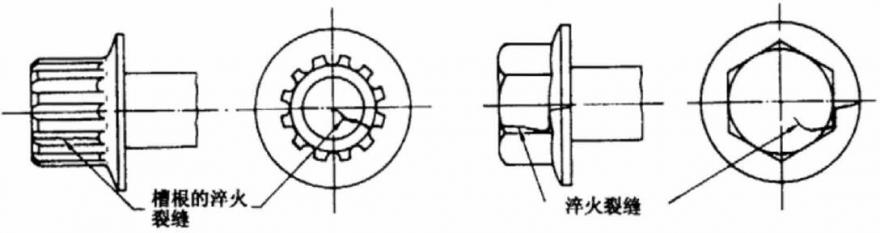
在熱處理過程中,由于過高的熱應(yīng)力和應(yīng)變,都可能產(chǎn)生淬火裂縫。
淬火裂縫通常是不規(guī)則相交、無規(guī)律方向的呈現(xiàn)在緊固件表面。
外 觀
極 限
任何深度、任何長度或任何部位的淬火裂縫都不允許存在。
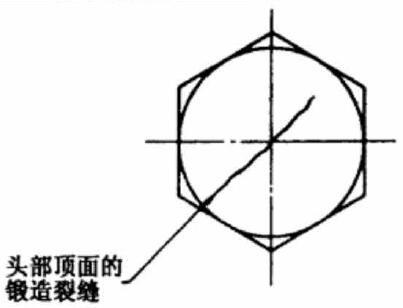
2.1.2 鍛造裂縫Forging cracks
原 因
鍛造裂縫可能在切料或鍛造工序中產(chǎn)生,并位于螺栓和螺釘?shù)念^部頂面,以及凹穴頭部隆起部分。
外 觀
極 限
鍛造裂縫的長度l:
l≤1d;
鍛造裂縫的深度或?qū)挾萣:
b≤0.04d;
d——螺紋公稱直徑
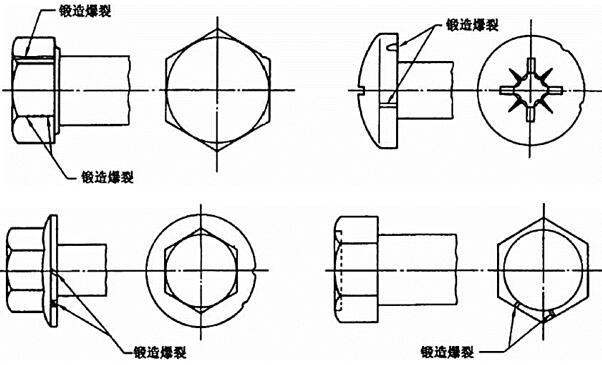
2.1.3 鍛造爆裂 Forging brusts
原 因
在鍛造過程中可能產(chǎn)生鍛造爆裂,例如在螺栓和螺釘六角頭的對(duì)角上,或在法蘭面或圓頭產(chǎn)品的圓周上,或在凹穴頭部隆起部分出現(xiàn)。
外 觀
極 限
六角頭及六角法蘭面螺栓和螺釘:
六角法蘭面螺栓和螺釘?shù)姆ㄌm面上的鍛造爆裂,不應(yīng)延伸到頭部頂面(倒角圓)或頭下支承面內(nèi)。對(duì)角上的鍛造爆裂,不應(yīng)使對(duì)角寬度減小到低于規(guī)定的最小尺寸。
螺栓和螺釘凹穴頭部隆起部分的鍛造爆裂,其寬度不應(yīng)超過0.06d或深度低于凹穴部分。
圓頭螺栓和螺釘及六角法蘭面螺栓:
螺栓和螺釘?shù)姆ㄌm面和圓頭圓周上的鍛造爆裂的寬度,不應(yīng)超過下列極限:
≤0,08dc(或dk)(只有一個(gè)鍛造爆裂時(shí));
≤0.04dc(或dk)(有兩個(gè)或更多的鍛造爆裂時(shí),其中有一個(gè)允許到0.08dc,或dk).
d——螺紋公稱直徑;dc——頭部或法蘭直徑;dk——頭部直徑
2.1.4 剪切爆裂 Shear brusts
原 因
在鍛造過程中可能產(chǎn)生剪切爆裂,如在圓頭或法蘭面產(chǎn)品的圓頭或法蘭面的圓周上出現(xiàn),通常和產(chǎn)品軸心線約成45°。
剪切爆裂也可能產(chǎn)生在六角頭產(chǎn)品的對(duì)邊平面上。
外 觀
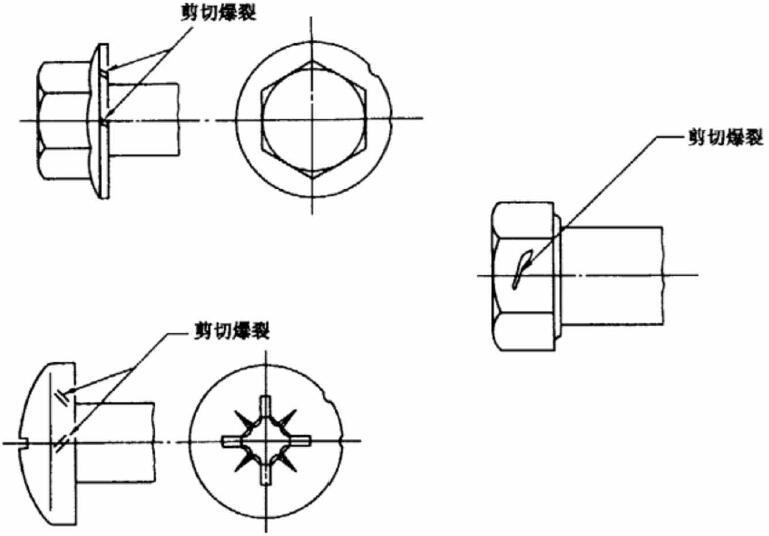
極 限
六角頭及六角法蘭面螺栓和螺釘:
六角法蘭面螺栓和螺釘?shù)姆ㄌm面上的剪切爆裂,不應(yīng)延伸到頭部頂面(倒角圓)或頭下支承面內(nèi)。對(duì)角上的剪切爆裂,不應(yīng)使對(duì)角寬度減小到低于規(guī)定的最小尺寸。
螺栓和螺釘凹穴頭部隆起部分的剪切爆裂,其寬度不應(yīng)超過0.06d或深度低于凹穴部分。
圓頭螺栓和螺釘及六角法蘭面螺栓:
螺栓和螺釘?shù)姆ㄌm面和圓頭圓周上的剪切爆裂的寬度,不應(yīng)超過下列極限:
≤0,08dc(或dk)(只有一個(gè)剪切爆裂時(shí));
≤0.04dc(或dk)(有兩個(gè)或更多的剪切爆裂時(shí),其中有一個(gè)允許到0.08dc,或dk).
d——螺紋公稱直徑;dc——頭部或法蘭直徑;dk——頭部直徑
2.2 原材料的裂紋和條痕 Row material seams and laps
原材料的裂紋或條痕通常是沿螺紋、光桿或頭部縱向延伸的一條細(xì)直線或光滑曲線的缺陷。
原 因
裂紋和條痕通常是制造緊固件的原材料中固有的缺陷。
外 觀

極 限
裂紋或條痕的深度:
≤0.03d 。
如果裂紋或條痕延伸到頭部,則不應(yīng)超出對(duì)鍛造爆裂規(guī)定的寬度和深度的允許極限。
d——螺紋公稱直徑
2.3 凹痕 Voids
凹痕是在鍛造或鐓鍛過程中,由于金屬未填滿而呈現(xiàn)在螺栓或螺釘表面上的淺坑或凹陷。
原 因
凹痕是由切屑或剪切毛刺或原材料的銹層造成的痕跡或壓印,并在鍛造或鐓鍛工序中未能消除。
外 觀
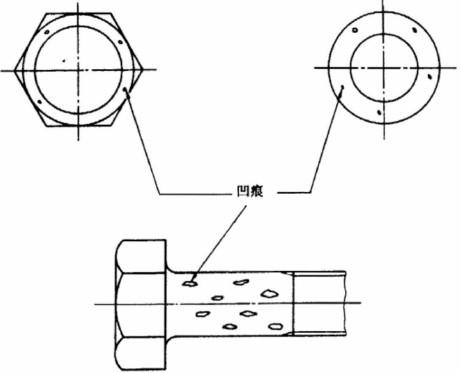
極 限
凹痕的深度h:
h≤0.02d (最大值為0.25 mm)。
凹痕的面積:
支承面上的凹痕面積之和,不應(yīng)超過支承面總面積的10%。
d——螺紋公稱直徑
2.4 皺紋 Folds
皺紋是在鍛造過程中,呈現(xiàn)在緊固件表面的金屬折疊。
原 因
在鐓鍛的一次沖擊過程中,由于體積不足和形狀不一造成材料的位移而產(chǎn)生皺紋。
外 觀

極 限
位于或低于支承面的內(nèi)拐角上不允許有皺紋,但在上述圖示或產(chǎn)品標(biāo)準(zhǔn)中特殊允許者例外。
在外拐角的皺紋允許存在。
2.5 切痕 Tool marks
切痕是縱向或圓周方向淺的溝槽。
原 因
切痕因制造工具超越螺栓或螺釘表面的運(yùn)動(dòng)而產(chǎn)生
外 觀
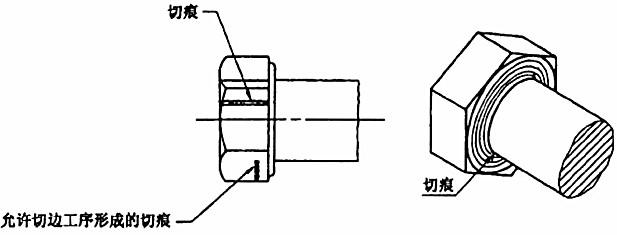
極 限
在光桿、圓角或支承面上,由于加工產(chǎn)生的切痕,其表面粗糙度不應(yīng)超過Ra = 3.2μm(按GB/T 1031規(guī)定)。
2.6 損傷 Damages
損傷是指螺栓或螺釘任何表面上的刻痕。
原 因
損傷,如凹陷、擦傷、缺口和鑿槽,因螺栓或螺釘在制造和運(yùn)輸過程中受外界影響而產(chǎn)生。
外 觀
沒有準(zhǔn)確的幾何形狀、位置或方向,也無法鑒別外部影響的因素。
極 限
上述損傷,除非能證實(shí)削弱功能或使用性,否則不應(yīng)拒收。
位于螺紋最初三扣的凹陷、擦傷、缺口和鑿槽不得影響螺紋通規(guī)通過,其擰入時(shí)的力矩不應(yīng)大于0.001d 3 N ? m。
d——螺紋公稱直徑
-
檢查與判定程序
3. 檢查與判定程序
驗(yàn)收檢查程序見GB/T 90,如果表面涂、鍍層影響對(duì)表面缺陷的識(shí)別,則應(yīng)在檢查前予以去除。
注:GB/T 90修訂時(shí)將相應(yīng)刪減,以免重復(fù)。3.1 規(guī)則
制造者有權(quán)采用任何檢查程序,但必須保證產(chǎn)品符合本標(biāo)準(zhǔn)的規(guī)定。需方可以采用本條規(guī)定的驗(yàn)收檢查程序,以確定一批緊固件產(chǎn)品接受或拒收。本程序也適用于有爭議時(shí)的仲裁檢查,除非供需雙方在訂單中注明協(xié)議的其他驗(yàn)收程序。
3.2 非破壞性檢查
根據(jù)規(guī)定,從驗(yàn)收批中隨意抽取樣本,并進(jìn)行目測(cè)或其他非破壞性的檢查,如磁力技術(shù)或渦流電流,若發(fā)現(xiàn)有缺陷樣品未超過允許的極限,則接受該批產(chǎn)品;若發(fā)現(xiàn)有缺陷樣品數(shù)超過允許的極限,則這些不合格品作為批量并按3.3條程序進(jìn)行檢查。
3.3 破壞性檢查
按3.2條的程序,如查出不合格產(chǎn)品,則根據(jù)規(guī)定,將有最嚴(yán)重缺陷的產(chǎn)品組成第二樣本,并在通過缺陷的最大深度處取一個(gè)垂直于缺陷的截面進(jìn)行檢查。
3.4 判定
在目測(cè)檢查中,若發(fā)現(xiàn)有任何部位上的淬火裂縫或在內(nèi)拐角上的皺紋或在非圓形軸肩緊固件上有低于支承面超出“三葉”形的皺紋,則拒收該批產(chǎn)品。在破壞性檢查中,若發(fā)現(xiàn)有超出規(guī)定允許極限的鍛造裂縫、爆裂、裂紋和條痕、凹痕、切痕或損傷,則拒收該批產(chǎn)品。
-
表面缺陷的抽樣方案
表A1 目測(cè)和非破壞性檢查的樣本大小
批量*
N
樣本大小
n
N≤1 200
1 201≤N≤10 000
10 001≤N≤35 000
35 001≤N≤150 000
20
32
50
80
注:樣本大小依據(jù)GB/T 15239中表10規(guī)定的檢查水平S-4。
* 批量是同一型式、規(guī)格和性能等級(jí),在同一時(shí)間提交驗(yàn)收的產(chǎn)品數(shù)量。
表A2 破壞性檢查的第二樣本大小
樣本中有缺陷產(chǎn)品的數(shù)量
N
第二樣本大小
n
N≤8
9≤N≤15
16≤N≤25
26≤N≤50
51≤N≤80
2
3
5
8
13
注:第二樣本大小依據(jù)GB/T 2828中表2和表3規(guī)定的一般檢查水平II。