-
基本規則與技術要求、緊固件特性的驗收檢查程序
4 基本規則與技術要求
4.1 需方認為必要或經濟合理時,可對已交付的緊固件進行功能和使用性的檢查。當生產者風險不大于5%時,不必預先達成協議。
4.2 在驗收檢查的過程中,應強調,著重考慮產品是否符合其預期的功能。僅當缺陷損害了緊固件預期功能或使用要求時,才可提出拒收。因此,標準規定的所有檢驗并非都要進行。
對查出的缺陷,需方應給供方核實的機會。
檢查時,對以后的使用功能尚不能確定者(如庫存零件),則對任何不符合規定公差的情況均應作為損害功能或使用要求而記錄在案。
4.3 已拒收的緊固件批,除非對缺陷經過修整或分類(見5.6),否則不能提交復檢。
4.4 檢查中使用量規和測量儀器時,如果緊固件的尺寸和性能均在規定的極限范圍內,則不應決定拒收任何緊固件。如有爭議,應使用直接測量,以便判定。但不適用于螺紋檢查。用量規檢驗螺紋是決定性的(見GB/T 3934)。
4.5 即使符合本標準驗收條件的產品批,也應盡可能剔除個別不符合技術要求的緊固件。
5 緊固件特性的驗收檢查程序1)
1)附錄A給出了推薦的驗收檢查程序
5.1 每一特性均應單獨評定。
5.2 按表1~表4 確定被檢緊固件的尺寸特性項目,記錄所有適合于檢查的特性項目與其相應的AQL值。記錄表6~表9中給出的所有應予檢查的、尺寸特性項目以外的特性與相應的AQL值。
5.3 根據4.1選擇適當的LQ10值(示例見表5)。
注1:LQ10應當與緊固件的功能或使用或二者相適應。對多數重要緊固件的功能或使用, LQ10值可以是較小的,但這將要求較大的樣本數量和較高的檢查成本。如果該批產品已知是采用連續生產控制的,則可能減少被檢緊固件的比例。如果被檢批顯示了好的質量,在這種恬況下選取較大的LQ10值。相反,如果該批產品不能推測其質量是均勻一致的,或者是由多個制造者提供的,則可能需要提高被檢緊固件的比例。LQ10值的選擇應由需方獨自判定。
注2:表5 的抽樣方案由選定的AQL和使用者風險(LQ10)確定。這兩個參數一旦確定,樣本大小和合格判定數也隨即確定. GB/T 2828表2給出的批量與樣本大小的關系是不適用的,它僅適用于連續批的檢查。因此,如能選定適當的LQ10,則表5也能很好的用于孤立批。
5.4 已知AQL和選用的LQ10,則可查出樣本大小和合格判定數,如表5所示。
5.5 按3.6的要求,對每一特性抽取樣本、進行檢查,并記錄不合格緊固件的件數。如果缺陷數小于或等于合格判定數,則接收該批產品。在非破壞性檢查中,如果批量小于要求的樣本數,則應進行100%的全檢。
5.6 萬一拒收,對該批產品的適當修整應由供需雙方協商一致(見4.3)。
5.7 無論何處,應盡可能地采用進行過非破壞性硬度試驗的樣本進行拉力試驗。最低硬度的樣本用于抗拉強度,而最高硬度的則用于伸長率試驗。拉力試驗是破壞性試驗,比非破壞性硬度試驗要求的樣本少.
注:以上不適用于破壞性硬度試驗.例如,表面硬度、為確定滲碳或脫碳的.以及其他需要在試件截面上進行試驗的硬度試驗。
保證載荷試驗應視為破壞性試驗。
示例 1:一個質量穩定的供方提供的一批A級六角頭螺栓,對其螺紋進行檢查。在此情況下,LQ10=6.5(對應AQL1.0)是合適的:AQL 1—樣本大小 n 80—合格判定數Ac 2示例 2:對不了解實際質量情況的供方提供的一批內六角圓柱頭螺釘產品,對其扳擰性能進行檢查。在此情況下,可選擇LQ10少至3.0:AQL 1—樣本大小 n 400—合格判定數Ac 7示例 3:機械性能的檢查:螺母保證應力:AQL 1.5—樣本大小 n 3—合格判定數Ac 05.8 表面缺陷的非破壞性檢查(目測檢查),經常是不能給出缺陷的種類和尺寸,而確切的情況只能用破壞性檢查予以驗證。對表面缺陷的非破壞性檢查需要較大的樣本大小,以便在其后識別這些缺陷時進行破壞性檢查。
5.9 AQL值的驗收檢查僅是對系統缺陷的情況進行的統計評定。
對未規定極限的非系統缺陷,例如,“未熱處理”、“未打標志”、“沒有螺紋”等缺陷,只能留給使用者自行判斷。表1 螺紋緊固件的尺寸特性
尺寸特性
產 品 等 級
1
2
3
4
5
6
A和B級1)螺栓、
螺釘和螺柱C級1)螺栓、
螺釘和螺柱A和B級1)
螺母C級1)螺母
自攻螺釘2)和
木螺釘所有未包括在第5列的自擠螺釘、自鉆自攻螺釘和薄板螺釘
AQL
對邊寬度
1
1.5
1
1.5
1.5
1
對角寬度
1
1.5
1
1.5
1.5
1
螺母高度
—
—
1
1.5
—
—
開槽寬度
1
—
—
—
1.5
1
開槽深度
1
—
—
—
1.5
1
凹槽插入深度
1
—
—
—
1.5
1
內扳擰,通規
1
—
—
—
—
—
內扳擰,止規
1
—
—
—
—
—
頭下形狀
1
—
—
—
—
1
螺紋通規
1
1.5
1
1.5
—
13)
螺紋止規
1
1.5
1
1.5
—
13)
大徑
—
—
—
—
2.5
1
幾何公差4)
1
1.5
1
1.5
2.5
1
其他
1.5
2.5
1.5
2.5
2.5
1.5
不合格緊固件
2.5
4
2.5
4
4
2.5
1)產品等級按產品的公差分類(見GB/T 3103.1)
2)螺紋符合GB/T 5280 的自攻螺釘。
3)對某些產品(如自擠螺釘)的特性評定與螺紋配合精度有關。
4)每一幾何公差應單獨評定。
表2 平墊圈的尺寸特性
尺寸特性
產品等級為A級1)
產品等級為C級1)
AQL
孔徑
1
1.5
外徑
1.5
2.5
其他
2.5
4
1) 產品等級按產品的公差與配合公差(見GB/T 3103.3)。
表3 銷的尺寸特性
尺寸特性
產 品 等 級
圓柱銷
圓錐銷
銷軸
彈性銷
開口銷
AQL
銷徑
1
1
1
1
1.5
表面粗糙度
1
1
1
—
—
錐度
—
1
—
—
—
其他
2.5
2.5
2.5
2.5
2.5
表4 盲鉚釘的尺寸特性
尺寸特性
AQL
釘體直徑
1.5
釘體直徑
1.5
釘體頭部直徑
1.5
釘芯伸出長度
1.5
其他
2.5
表5 抽樣方案示例1)
Ac
AQL
0.65
1.0
1.5
2.5
4.0
n2)
LQ100
8
5
3
—
—
25
37
54
1
50
32
20
13
8
7.6
12
18
27
42
2
125
80
50
32
20
4.3
6.5
10
17
25
3
200
125
100
50
32
3.3
5.4
6.6
13
20
4
315
200
125
80
50
2.6
3.9
6.2
9.6
15
5
400
250
160
100
—
2.4
3.7
5.8
9.3
6
—
315
200
125
80
3.4
5.2
8.4
13
7
—
400
250
160
100
3.0
4.7
7.3
11.5
8
—
—
315
200
125
4.2
6.6
10
10
—
—
400
250
160
3.9
6.0
9.5
12
—
—
—
315
200
5.6
8.8
14
—
—
—
400
250
5.0
8.0
18
—
—
—
—
315
7.8
22
—
—
—
—
400
7.3
注:對所有抽樣方案的生產者風險均小于或等于5%。
1 )抽樣方案摘自GB/T 2828 (采用直接法,或某些情況采用插入法)。
2 )在非破壞性試驗的情況下,如果批量小于要求的樣本大小,則應進行100% 的檢查。
表6 螺紋緊固件尺寸特性以外的特性
特性
AQL
引用標準
機械特性和表面缺陷
非破壞性檢查1)
0.65
GB/T 3098.1~3098.7
GB/T 3098.9~3098.11、
GB/T 3098.15、3098.16
GB/T 5779.1~5779.3等
破壞性檢查
1.5
化學成分
1.5
金相特性
1.5
功能(操作)特性
1.5
鍍層
1.5
GB/T 5267.1~5267.2等
其他2)
1.5
1)在檢查表面缺陷的過程中(非破壞性檢查),如果發現不允許的表面缺陷(如淬火裂縫),無論它們的尺寸大小如何,則應拒收該檢驗批。
2)根據使用技術條件,可能要求其他特性。
表7 平墊圈的機械特性
機械特性1)
碳鋼或合金鋼
不銹鋼
有色金屬
AQL
硬度
0.65
0.65
—
1) 在產品標準中規定。根據使用技術條件可能要求其他特性。
表8 銷的機械特性
機械特性1)
產品等級
圓柱銷、圓錐銷和銷軸
彈性銷、槽銷
AQL
剪切強度
—
1.5
硬度
0.65
0.65
1)在產品標準中規定。根據使用技術條件可能要求其他特性。
表9 盲鉚釘的機械特性
機械特性1)
AQL
抗拉強度
1.5
剪切強度
1.5
釘芯斷裂載荷
1.5
釘芯拆卸力
4.0
釘頭保持性能
4.0
1) 在產品標準中規定。
-
附錄
附錄A
(提示的附錄)
推薦的驗收檢查程序
(以尺寸特性為例)
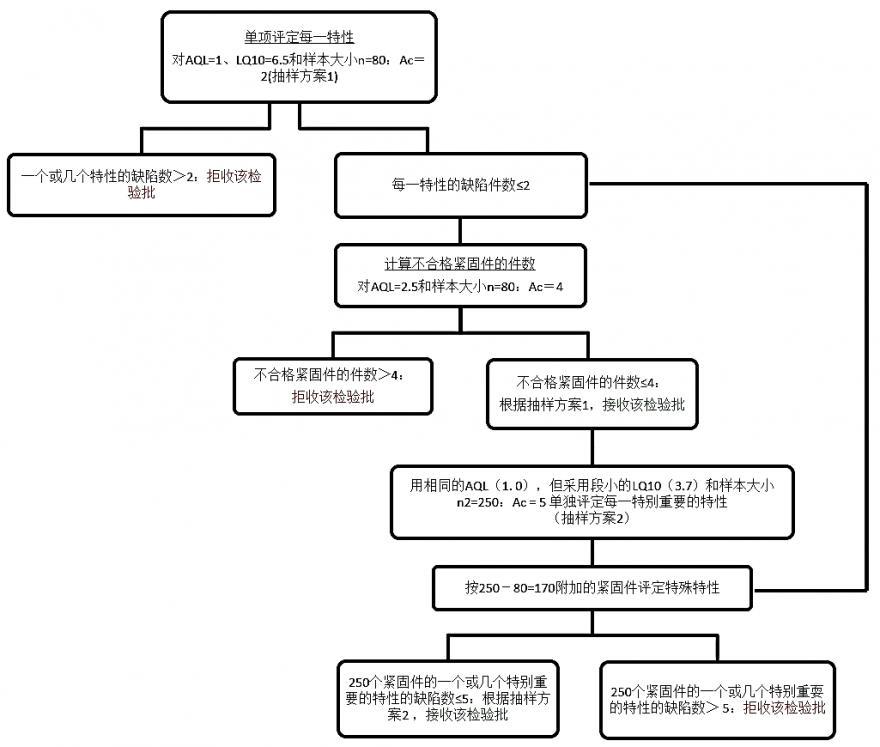
A1 方案1
為檢驗所有尺寸特性,按表5選取一個樣本大小(n)。分別評定每一特性(見表l~表4)。
當檢驗批通過各單項特性檢驗后,不合格緊固件按以下方法評定:
——計算在所有特性檢驗中發現的不合格緊固件的數量(一個緊固件有一個或幾個缺陷時,均按一個不合格緊固件汁,見3.10);
一一比較不合格緊固件的件數與Ac值[相應于樣本大小(n)和表1對不合格緊固件給出的AQL值],以確定接收或拒收該檢驗批。
程序1

A2 方案2
為檢驗所有尺寸特性,按表5選取一個樣本大小(n1)。首先,采用樣本大小n1實施方案l規定的程序。當檢驗批通過檢驗后,使用者可以決定,采用按表5提高的樣本大小和合格判定數對特別重要的特性進行判定。
然后:
——按表5選擇一個較大的樣本大小(n2);
——對特別重要的特性.用附加的樣本(n2-n1)進行檢驗;
——根據表5,按樣本大小(n2)和AQL值確定的Ac值,對該驗收批判定接收或拒收。
程序2
附錄B
(提示的附錄)
本標準基本規則的導示與解釋
B1 總則
在大量生產中,避免產生不合格緊固件是不大現實的.尤其在大批量產品中,可能偶爾出現一些不合格緊固件。通常,技術要求也不需要揀出不合格的緊固件.因在任何情況下,這都是一個困難且不經濟的程序。
每個不合格緊固件都可能對預期使用有不利影響而引起申訴。
某些需方要求逐個檢驗每個緊固件,并分選出不合格緊固件。必要時還將提出申訴。本標準規定的程序和AQL值不適用于這種情況。
通常,僅由需方對大批緊固件進行隨機抽樣。由于采用隨機檢驗,對檢驗批中實際存在的不合格緊固件數量,允許以不同程度的概率推導出有差異的結論。該概率取決于樣本大小(檢查程度)。
B2 目的
本標準給出的技術條件,在未知整批產品中不合格緊固件所占準確比率的情況下,為確定產品質量提供了客觀的判斷依據。對那些不合格緊固件的比率小的(小于AQL值)檢驗批,如果采用不適當的抽樣方案(如樣品大小n太小),而被不恰當地定為超出了要求,則需要盡可能的對供方提供保護。
B3 第1章的背景情況
本標準規定的合格質量水平(AQL值)和抽樣方案,對于缺陷比率等于AQL值的批的拒收比例,即生產者風險不超過5%。
本技術條件一方面保護供方,另一方面也給予需方由于技術原因選擇需要的抽樣方案的自由度。
因此,需方可根據從同一供方(質量史)以往接收批中獲得的經驗和對產品功能的技術要求,確定檢驗范圍。樣本大小越大(即抽樣方案的LQ值接近AQL),則對不合格緊固件的比率明顯地超出AQL值的產品批辨別的概率越高;因此,其工作量和涉及的費用也越大。需方可運用本驗收規則,對特定的環境條件選擇最佳技術和經濟參數。
B4 第4章的背景情況
以下介紹抽樣方案(樣本大小、合格判定數)與AQL和LQ值的關系。
每一抽樣方案均可用它的工作特性曲線(OC曲線,見圖B1)描述。這個曲線顯示了隨著檢驗批中不合格緊固件的實際比率的變化,在一個抽樣檢驗中出現的接收概率。對適用的抽樣規定了工作特性曲線的兩個點,即接收概率為95%和10%的點。OC曲線的95%點要求大于或等于規定的AQL 值。OC曲線(LQ10值)的10%點,則是由需方任選的。當檢驗批中不合格緊固件的比率相當于LQ10值時,則會引起相當高的(90%的概率)申訴概率。
本標準的表5適用于沒有自定抽樣規則的使用者。
抽樣檢驗僅用于確定整批產品的驗收或拒收。有個別不合格緊固件也可能不受影響;即使被接收,沒有任何缺陷也是可能的。
在討論AQL值的過程中,通常認為:對整個交付的產品有缺陷的零件約占5%時,對緊固件的供方是不經濟的。因此本標準規定的AQL值和生產者風險,僅僅視為確定抽樣方案是否合適的特性值。緊固件制造的質量通常是優于AQL值的。

示例:AQL=l、抽樣方案32/1、80/2和400/7
圖B1 抽樣方案的工作特性曲線
B5 對第4章附加的信息
制造者根據自己的判斷使用對其似乎是合適的方式和方法,可按自己已知的制造工藝、材料、緊固件的型式和缺陷出現的頻率等檢驗產品。如果使用不同的方式和方法能夠產生相同結果,本標準對制造者在制造或最終檢驗中,給出的程序和檢驗,并非強制使用的。
需方也可能使用似乎對他們合適的任何檢驗方法。然而,要求更嚴格的檢驗(對應較低接收概率的較低AQL值),與本標準的要求是不一致的,如在簽訂合同時已特別 協商同意者,則可以此判定有關檢驗批。
某些對規定公差或極限的偏離既不影響功能,也不影響使用時,按4.2,對此類問題不應提出申訴。例如,為某些電鍍層預留間隙的普通螺紋,對螺紋的功能并無影響。如果稍許超出螺栓螺紋直徑的上限,并且已知該螺紋將不進行鍍層,那么這種偏差對螺栓的功能或使用無影響,故不應提出申訴。
如果實際數值處于規定極限內,無論量規和測量儀器的原始狀態和使用情況如何,不同的測量方法和檢驗程序對任何零件不能定為有缺陷。但不適用于螺紋,因為對螺紋的量規檢查是決定性的。本標準涉及的檢驗和測量程序的規定,應是如何在各種方法和檢測裝置的操作中體現本規則。在仲裁的情況下,檢驗方法和測量裝置的不確定性的影響應包括在檢驗和測量結果的評定中。
B6 第5章的背景情況
在國家標準緊固件機械性能(如GB/T 3098.1、GB/T 3098.2或GB/T 3098.4)或尺寸(產品)標準中未規定極限的性能,在特殊情況下可能是重要的性能要求。為避免爭議,允許的極限值或極限樣件(或二者),應在訂貨時即予交流。
對評定性能的大多數零件已規定了極限值。根據零件的功能和偏離極限的程度查出缺陷,在特定的情況下,供方和需方可能達成有關接收、拒收或再加工或重新處理,并盡可能包括復檢的協議。
記錄由同一供貨方提供的不同批產品的檢查結果,并可在一個特定周期中用統計方法繪制表示該供方的質量水平圖。因此,為評定每一供方質量水平的典型文件,推薦非破壞性和破壞性檢查應是連續和定期記錄的結果(為獲得統計的基礎)。